OEM 6151 куя алюминиевая часть для части коробки самолетного двигателя/вковки автозапчастей/металла/алюминиевой куя части
Направление компании
10-ого мая 2011, было установлено CO. Шанхая Jima промышленное, Ltd.
Алюминий JIMA главным образом куя, и специализированный в произведении больших куя частей, алюминиевой точности, алюминиевых штранг-прессований, вковки металла обрабатывая, термической обработки, etc., формировал полный производственный процесс от сырья к цепи аксессуаров законченного продукта алюминиевой.
Материал жизнь вковки. Качество вковок всегда неотделимо от качества материалов.
Алюминий Jima полагается на своих технических преимуществах, старт с делать материалы, и делать свои собственные высококачественные вковки алюминиевого сплава. С начала материальной выплавки, материального состава, микроструктуры, представления, материального процесса деформации, линии потока вковки, термической обработки вковки, metallographic структуры, кующ поверхность и возникновение, куя термическую стабильность, etc., полно для того чтобы контролировать качество вковок.
Имеет богатый опыт в продукции и обработке высокопрочных и износоустойчивых материалов алюминиевого сплава и продуктов легированной стали.
Преимущество: Алюминий JIMA всегда держит дальше к некоторому доступному трудному запасу материалов алюминиевого сплава как 2A12 2A14 2014 2024 2214 2218 2219 2618 2017 5083 6061 6082 7049 7075 7050 7475 7175 7A04.
Около 175 работников и вся площадь 40 000 квадратных метров.
Имеет богатый опыт в продукции и обработке высокопрочных и износоустойчивых материалов алюминиевого сплава и продуктов легированной стали.
Наши преимущества
1. 3 технических патента и 2 практически патента связанного с плавить, кристаллизацией, и ковать сплава высоко-кремния алюминиевый
2. Множественные профессиональные прессы приспособленные к скорости деформации сплавов алюминия высоко-кремния
3. 2 печи промежуточных частоты нагревая соответствующей для нагревать слабые магнитные материалы как сплавы алюминия высоко-кремния
4. Идеальный куя процесс различных поршеней и swash плит, технология прессформы оборудуя, материалы, и стандарты контроля продукции.
5. Наша сильная техническая затыловка наше близкое кооперативное отношение между компанией и научным исследованием университета.
6. Мы высокотехнологичные предприятия
7. Возможность развития: алюминиевый сплав, сплав титана, супер сплав, развитие цветного металла куя
Детали продукта
| Материал |
Сплав алюминия 6151 |
| Процесс |
Вковка + CNC + термическая обработка |
| Поверхностное покрытие |
Прозрачный, анодированный цвет, крепко анодирующ, покрытие порошка;
Sandblasting, лазер высекая, скрининг шелка;
Никел-покрытый, Chrome, гальванизированная, серебряная/золото плакировка;
Черное покрытие окиси, полируя; etc… |
| Способность изготовления |
Зависит от сложности различных продуктов и количеств |
| Опыт |
Алюминиевое подвергая механической обработке обслуживание на 12 лет |
| Упаковка |
Паллеты стандартного экспорта деревянные
Другой запрос согласно вашим потребностям |
| MOQ |
1pcs |
| Образец |
Смогите быть подгоняно |
| Прессформа |
Смогите быть подгоняно |
| Время выполнения |
Прессформа на 15-20 дней
Процесс на 15-20 дней
|
| OEM |
Смогите быть подгоняно |
| Химический состав 6151 |
| Сплав |
Si |
Fe |
Cu |
Mn |
Mg |
Cr |
Zn |
Ti |
Другие |
Al |
| Каждое |
Итог |
| 6151 |
0.5-1.2 |
0.10max |
0.35max |
0.20max |
0.45-0.80 |
0.15-0.35 |
0.25max |
0.15max |
0.05max |
0.15max |
Остатки |
Технические данные 6151-T6
| Физические свойства |
Первоначальное значение |
Комментарии |
| Плотность |
2,71 g/cc |
AA; Типичный |
| |
| Механические свойства |
Первоначальное значение |
Комментарии |
| Твердость, Brinell |
100 |
нагрузка 500 kg с шариком 10 mm |
| Твердость, Knoop |
126 |
Преобразованный от Brinell единицы твердости |
| Твердость, Rockwell a |
41,3 |
Преобразованный от Brinell значения твердости |
| Твердость, Rockwell b |
63 |
Преобразованный от Brinell значения твердости |
| Твердость, Vickers |
112 |
Преобразованный от Brinell значения твердости |
| Прочность на растяжение, окончательная |
MPa 290 |
Свернутые кольца; Радиальный; T6 и T652 |
| |
MPa 303 |
Горячие объемные штамповки; Параллель оси к подаче зерна |
| |
MPa 303 |
Горячие объемные штамповки; Ось не параллельная к подаче зерна |
| |
MPa 303 |
Свернутые кольца; Касательный; T6 и T652 |
| |
MPa 303 |
Свернутые кольца; Осевой; T6 и T652 |
| |
MPa 330 |
|
| |
28,0 MPa
°C @Temperature 371 |
|
| |
34,0 MPa
°C @Temperature 316 |
|
| |
45,0 MPa
°C @Temperature 260 |
|
| |
95,0 MPa
°C @Temperature 204 |
|
| |
MPa 195
°C @Temperature 149 |
|
| |
MPa 295
°C @Temperature 100 |
|
| |
MPa 330
°C @Temperature 24,0 |
|
| |
MPa 340
°C @Temperature -28,0 |
|
| |
MPa 345
°C @Temperature -80,0 |
|
| |
MPa 395
°C @Temperature -196 |
|
| Прочность на растяжение, выход |
MPa 241 |
Свернутые кольца; Осевой; T6 и T652 |
| |
MPa 241 |
Свернутые кольца; Радиальный; T6 и T652 |
| |
MPa 255 |
Горячие объемные штамповки; Параллель оси к подаче зерна |
| |
MPa 255 |
Горячие объемные штамповки; Ось не параллельная к подаче зерна |
| |
MPa 255 |
Свернутые кольца; Касательный; T6 и T652 |
| |
MPa 295 |
|
| |
22,0 MPa
@Strain 0.200%,
°C температуры 371 |
|
| |
27,0 MPa
@Strain 0.200%,
°C температуры 316 |
|
| |
34,0 MPa
@Strain 0.200%,
°C температуры 260 |
|
| |
85,0 MPa
@Strain 0.200%,
°C температуры 204 |
|
| |
MPa 185
@Strain 0.200%,
°C температуры 149 |
|
| |
MPa 275
@Strain 0.200%,
°C температуры 100 |
|
| |
MPa 298
@Strain 0.200%,
°C температуры 24,0 |
|
| |
MPa 310
@Strain 0.200%,
°C температуры -28,0 |
|
| |
MPa 315
@Strain 0.200%,
°C температуры -80,0 |
|
| |
MPa 345
@Strain 0.200%,
°C температуры -196 |
|
| Удлиненность на перерыве |
2.0% |
Свернутые кольца; Радиальный; T6 и T652 |
| |
4.0% |
Свернутые кольца; Осевой; T6 и T652 |
| |
5.0% |
Свернутые кольца; Касательный; T6 и T652 |
| |
6.0% |
Горячие объемные штамповки; Ось не параллельная к подаче зерна |
| |
10% |
Горячие объемные штамповки; Параллель оси к подаче зерна |
| |
17%
°C @Temperature -80,0 |
|
| |
17%
°C @Temperature -28,0 |
|
| |
17%
°C @Temperature 24,0 |
|
| |
17%
°C @Temperature 100 |
|
| |
20%
°C @Temperature -196 |
|
| |
20%
°C @Temperature 149 |
|
| |
30%
°C @Temperature 204 |
|
| |
35%
°C @Temperature 371 |
|
| |
43%
°C @Temperature 316 |
|
| |
50%
°C @Temperature 260 |
|
| |
17%
@Thickness 1,60 mm |
В 5 см |
| Модуль упругости |
69,0 GPa |
Среднее напряжения и обжатия. В сплавах Al, сжимающий модуль типично 2% более большое чем растяжимый модуль. Оцененный от тенденций в подобных сплавах Al. |
| Коэффициент Poissons |
0,33 |
Оцененный от тенденций в подобных сплавах Al. |
| Прочность усталости |
85,0 MPa
@# циклов 5.00e+8 |
|
| Модуль ножниц |
26,0 GPa |
Оцененный от подобных сплавов Al. |
| Прочность на сдвиг |
MPa 220 |
|
| |
| Электрические свойства |
Первоначальное значение |
Комментарии |
| Электрическая резистивность |
23,0 ohm-cir-mil/ft
°C 20,0 @Temperature |
AA; Типичный |
| |
| Термальные свойства |
Первоначальное значение |
Комментарии |
| CTE, линейное |
12,9 µin/in-°F
@Temperature 20,0 до °C 100 |
AA; Типичный; среднее над рядом |
| |
21,8 µm/m-°C
@Temperature -50,0 до °C 20,0 |
|
| |
23,0 µm/m-°C
@Temperature 20,0 до °C 100 |
|
| |
24,1 µm/m-°C
@Temperature 20,0 до °C 200 |
|
| |
25,0 µm/m-°C
@Temperature 20,0 до °C 300 |
|
| Специфическая теплоемкость |
0,895 J/g-°C |
|
| Термальная проводимость |
² 1190 BTU-in/hr-ft - °F |
AA; Типичный на 77°F |
| Точка плавления |
1090 - °F 1200 |
AA; Типичный диапазон основанный на типичном составе на нанесенное >= 1/4 продуктов внутри. толщина. Эутектический плавить может быть исключен гомогенизацией. |
| Solidus |
°F 1090 |
AA; Типичный |
| Liquidus |
°F 1200 |
AA; Типичный |
| |
| Обработка свойств |
Первоначальное значение |
Комментарии |
| Температура нагрева при отжиге |
°F 775 |
владение на температуре 2 до 3 hr; печь крутая к 500°F на 50°F в час максимальный |
| Температура решения |
950 - °F 975 |
держите на температуре на минута 4, и гасите в холодной воде; для тяжелых или осложненных вковок, погасите в воде на 150 к 212°F |
| Старея температура |
300 - °F 345 |
владение на температуре 8 до 12 hr |
| Горяч-работая температура |
500 - °F 900 |
|
Ключевые слова
алюминиевая выкованная трубка 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
алюминиевые куя части 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
алюминиевые выкованные кольца 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
автоматические алюминиевые части 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
выкованный алюминиевый сплав 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
горячие алюминиевые вковки 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
ковка вхолодную части автомобиля 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
ковать компоненты машинного оборудования 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
ковать части металла 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
ковать запасные части 6151/A96005 6B02 (LD2) A6165 AB1340 AlSiMgCu/3.3214
Шоу продукта

Дисплей мастерской

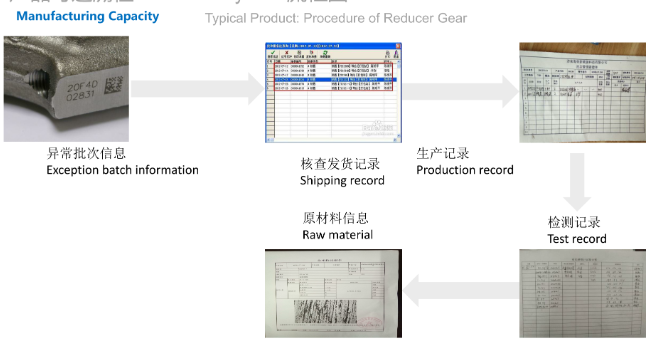
Емкость оборудования
Прессы 4000T, 3150T, 2000T, 1600T, 800T, 600T, 550T, и 300T
5T, 2T, 750KG, 3 свободных куя молотка
4 осевых диаметра с диаметрами 8M, 5M, и 2M
500 тонн трехсторонней кузнечнопрессовой машины
пресса двойного действия 450T
пресса трением 400T (4 набора)
горячая куя пресса трением 630T
4 печи термической обработки
Наборы печи 6 топления пояса сетки
2 печи промежуточных частоты
Подвергая механической обработке оборудование CNC 8 наборов

Качественный осмотр
Машина материала металла всеобщая испытывая
Комплексное оборудование для материальный испытывать состава
Высокомощный metallographic микроскоп (1400 раз)
Маломощный metallographic микроскоп (40 раз)
3D, 2D Mapper проекции (CAM)
Brinell, измеритель твердости Weber
Машина части теста полируя
Аналитические весы
отмечать машина
Детектор рванины порошка светомассы
Наша компания проходила качественную аттестацию ISO2001-9000 и устанавливала всестороннюю систему проверки качества ISO. Теперь система управления TS16949 в процессе.
Объекты проверки качества (оборудование, аппаратуры, и таланты) доступны, включая 3 измерения путей, metallographic рассмотрение, испытание интенсивности, материальный испытывать состава, осмотр измерения, etc. академичное основание исследования было основано в сотрудничестве с университетами и практически железнодорожная станция была настроена для аспирантов.
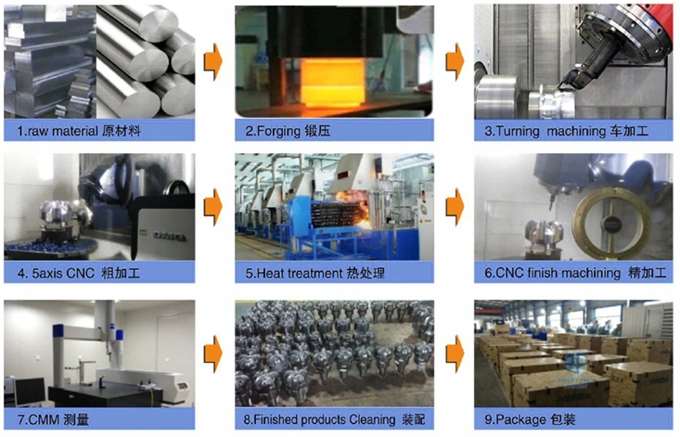
Процедура по продукции
После продаж
Package&Shipment



вопросы и ответы
Q1: Где могу я получить данные по product&price?
A1: Отправьте нами электронную почту дознания, мы свяжет вы по мере того как мы получаем вашу почту.
Мы предложим вам цитату не позднее 24 рабочие часы после получать вашу детальную информацию. Закавычить вас более быстрые и более точно,
пожалуйста обеспечьте нас со следующей информацией вместе с вашим дознанием:
1) Чертежи CAD или 3D
3) Материальное требование
4) Поверхностное покрытие
5) Количество (в заказ/месяц/ежегодное)
6) Все особенные требования или требования, как упаковка, ярлыки, доставка, etc.
Q2: Сколько времени могу я получить образец?
A2: Зависит от ваших специфических деталей, в течение 3-7 дней требует вообще.
Q3: Сколько времени время выполнения для прессформы и подвергая механической обработке частей?
A3: Оно все зависит от размера и сложности прессформы (частей).
Нормально, время выполнения 18-20 дней для прессформ. Если прессформы очень просты и не большие, то мы можем работать они вне в течение 15 дней.
Время выполнения для подвергая механической обработке частей около 2-4 недели.
Для изготовления металлического листа время выполнения около 3-5 недели.
Q4: Можем мы подписать NDA?
A4: Конечно. Мы никогда не разглашаем данные по клиентов к любому еще. мы будем держать ваш колодец чертежа и не будем выпускать его к другим без вашего разрешения.
Q5: Возможно суметь как мои продукты идя дальше без посещения вашей фабрики?
A5: Мы предложим детальный производственный план и отправим еженедельные отчеты с цифровыми изображениями и видео которые показывают подвергать механической обработке или пластиковый прогресс впрыски.







